
从安全风险到环境难题
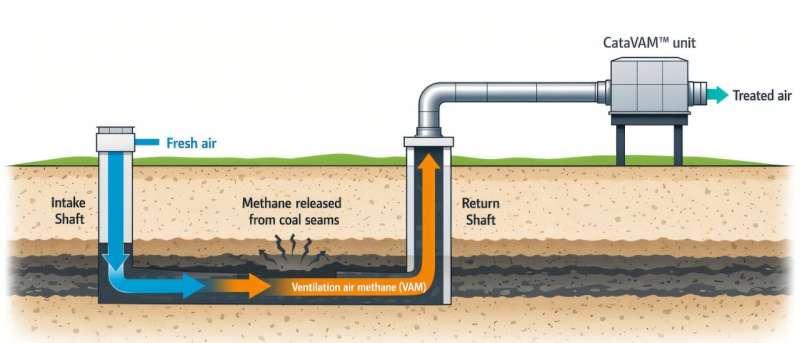
每座地下煤矿都有同一个问题:煤层会向巷道网络持续泄漏甲烷,形成严重的安全隐患。全球普遍做法是不断向井下输送新鲜空气,将甲烷稀释并排出井外。
高容量机械通风系统是煤矿安全的基础设施,但也带来了顽固的环境挑战。
煤矿通风排出的废气被称为通风空气甲烷(VAM),其中甲烷浓度处于安全范围——通常远低于 1%,显著低于 5% 的爆炸下限,留有足够安全裕度。VAM 通常含尘、潮湿,排放量往往高达每秒数百立方米。
甲烷是一种强效温室气体,其温室效应约为二氧化碳的 28 倍。VAM 占澳大利亚煤矿全部逸散排放的 60% 以上,约占全国甲烷总排放的 15%。因此,甲烷减排正日益成为监管机构、投资者和矿山运营商必须正面应对的责任问题。
自 1990 年代起,热氧化器——本质上是高温燃烧装置——就被用于处理工业甲烷排放。
但这类设备通常体积庞大,运行温度多在 900℃ 以上,并依靠被处理气流中的甲烷维持高温。传统热氧化系统通常要求甲烷浓度不低于 0.3% 才能高效运行。一旦 VAM 浓度低于这一门槛,就需要额外补充燃料维持温度,导致成本、系统复杂性和自身排放都随之上升。
VAM 浓度过低难以直接燃烧,体积流量又极大,不易经济地浓缩。低浓度且高度波动的 VAM 形成了一个工程悖论,多年来几乎没有简单有效的减排方案——直到近期技术突破出现。
问题为何愈发棘手
过去十年,VAM 治理难度明显上升,主要受两方面因素驱动。
一方面,澳大利亚在 2016 年建立了保障机制(Safeguard Mechanism),并于 2023 年大幅扩展,明确要求包括地下煤矿在内的大型排放源将净排放控制在规定基线以内。
另一方面,澳大利亚是《全球甲烷承诺》的签署国之一。该承诺要求 120 多个国家在 2030 年前,将甲烷排放量在 2020 年基础上削减 30%。这一时间节点日益临近,而全球整体进展并不理想。
与此同时,矿山安全管理也在不断强化。运营方通常会预先抽采煤层甲烷,尽量在采掘前移除大部分具有爆炸风险的气体。监管部门也通过更严格的气体管理和监测要求,推动降低井下允许甲烷浓度上限,以更好保护工人安全。
结果是:需要更多新鲜空气进行稀释,VAM 气流中的甲烷平均浓度进一步降低,而总体排放风量却更大。
过去十年,澳大利亚矿井通风空气中的甲烷浓度明显下降,目前通常在 0.2%–0.4% 之间,并且有相当一部分时间低于 0.2%。
在这样的浓度水平下,传统减排系统的适用性和经济性都迅速下降,许多旧技术难以继续发挥作用。
二十年的技术积累
CSIRO 近二十年来持续开展 VAM 减排相关基础与应用研究。这一长期投入形成了一整套技术路线,主要包括三大类方法:
- 将 VAM 直接转化为电能(VAMCAT)
- 对 VAM 进行浓缩后再利用(VAMCAP)
- 通过热氧化(VAMMIT)或催化氧化(CataVAM)销毁甲烷
CSIRO 环境与可持续发展高级首席研究科学家、团队负责人金永刚长期领导 VAM 减排研发工作,也是 CataVAM 技术的主要发明人。
他表示:“CataVAM 的成功,建立在催化材料与反应工程、流体动力学、传热以及系统控制等扎实的科学与工程基础之上,而这些基础源自 CSIRO 在甲烷减排领域二十年的持续研发积累。”
“正是这种长期沉淀的专业能力,使 CataVAM 得以实现,也巩固了 CSIRO 在该领域的领先研究地位。”
CataVAM:面向行业未来的催化方案
CataVAM 通过高性能催化剂和专门设计的蜂窝状再生床,对甲烷进行催化氧化销毁。
类似于现代汽车尾气中的三元催化器,CataVAM 能在甲烷浓度从 0.5% 一直到低至 0.1% 的范围内稳定运行,无需额外补充燃料。
系统在全自热模式下的运行温度约为 450℃–650℃,具体取决于 VAM 浓度,远低于传统热氧化系统所需的高温。
装置一旦启动,即可依靠自身反应放热维持运行。系统通过回收催化氧化产生的热量,对进气进行预热,从而实现节能运行。
该技术的核心是一种专有的蜂窝状催化再生床结构,旨在在有限体积内同时优化催化反应、传热和流体流动特性。
金永刚介绍:“我们设计的蜂窝床既能高效销毁甲烷,又能实现高效的床层内传热,从而保持稳定的自热运行。同时,床层流阻极低,有助于降低系统能耗。”
“较低的运行温度也避免了催化剂快速失活,减少了石粉烧结等问题,提升了床层的长期耐久性。”
在实际矿井条件中常见的高湿气流,也在试验中被证明不会对系统运行造成明显影响。
更关键的是,这种创新蜂窝床设计使得单位体积设备可处理的 VAM 量超过同体积传统热系统的四倍。
这极大改善了技术的商业可行性和部署灵活性。在相同风量条件下,CataVAM 模块的体积远小于传统设备,更适合空间受限的矿区环境,也便于在不同通风井之间转移使用。
CSIRO 可持续采矿技术研究主管加雷斯·肯尼迪指出,这一设计使模块真正具备可运输性。
他表示:“传统热系统体积庞大、重量惊人,通常难以在矿区内频繁搬迁。”
“CataVAM 装置则可以先部署在一个井口,待该区域煤层开采结束后,再拆卸并转移到下一个井口继续使用。”
在经济性方面,形势也在发生变化。过去催化系统成本较高,而热技术在较高甲烷浓度下更具优势。但随着 VAM 浓度持续下降,热系统效率降低且难以扩展,在低甲烷水平下往往需要更大规模设备才能维持自热运行。
与此同时,催化剂性能和寿命的提升,加上更高的处理能力,使催化减排路线在当前工况下变得更实用、更具成本竞争力。
世界首个现场示范
一套大型 CataVAM 试验装置已在新南威尔士州南部的 GM3 Appin 矿完成现场试验,直接处理真实 VAM 气流。
在截至 2026 年 4 月完成的广泛试验中,该技术在现场条件下处理的通风气流量高达每秒 1.38 立方米,技术成熟度等级(TRL)达到 7 级。
这是全球首次在真实矿井环境中,实现大规模、高效率催化减排 VAM 的示范。成功的现场验证显著降低了技术风险,为行业采纳提供了重要信心,也为进一步放大规模和商业化部署明确了路径。
肯尼迪介绍:“通过这一新原型试验,我们实现了世界首创——在甲烷浓度约 0.2% 或更低的真实 VAM 条件下,甲烷销毁效率超过 98%。”
矿业公司 GM3 自 2014 年起一直是 CSIRO VAM 减排研发的行业合作伙伴。
GM3 技术服务经理拉塞尔·托马斯表示:“GM3 致力于探索切实可行且具有创新性的机会,以减少运营中的温室气体排放。”
“这类项目为在真实生产环境中测试新兴技术提供了宝贵机会,也能产生重要的运营数据,为 Appin 矿以及整个矿业行业未来的甲烷减排方案提供参考。”
下一步工作是与商业伙伴合作,开展处理能力为每秒 5 立方米单元的试验设计,目前相关工作已经启动。
肯尼迪表示:“这是在进入全规模模块化开发之前的最后一个技术验证阶段,我们正与行业伙伴紧密合作,推动其落地。”
目标商业模块的设计处理能力约为每秒 20 立方米。实际矿井部署时,将通过多模块并联运行,以匹配特定井口的全部通风风量。
面向未来的减排工具
CataVAM 并非针对十年前较高的 VAM 浓度而设计,而是面向当前煤矿实际产生的低浓度 VAM,以及随着安全标准持续收紧后将出现的更低浓度工况。
肯尼迪指出:“目前最需要这项技术的矿井,其 VAM 浓度已经处于或接近 CataVAM 的设计窗口。澳大利亚所有按现代安全标准开发的新矿井,很可能从一开始就运行在这一范围内。”
“相关科学研究已经完成,现场性能也有了充分记录。接下来要解决的是工程放大和商业化挑战,而这并不是 CSIRO 打算单独完成的工作。”
随着 VAM 减排逐渐成为澳大利亚资源行业实现净零目标的关键环节,进一步的规模化投资将有助于矿业企业满足保障机制的排放基线要求,并支持澳大利亚兑现其在《全球甲烷承诺》中的减排目标。









